ヘッド交換式エンドミル

特長
高剛性
最短突出し設計
従来のミーリングチャックにエンドミルを締結した時の工具突出し長さに対して、大幅に工具突き出しを短縮しました。
工具の突出し長さを最小限に抑える設計により、加工時に工具のたわみを大幅に抑制させます。
多面拘束を実現
拘束力を上げることで高い剛性を確保します。
防振抑制仕様
防振抑制を目的とした内部構造を検討しました。加工時の振れを抑制することで剛性を確保します。
高精度
高剛性
上述の通り高剛性になることで工具たわみが抑制され、より高精度な加工を実現します。
内部給油
内部給油機構により切削点へクーラントを的確に供給する事で、切屑排出性を高めると同時に、切削熱・摩擦を効果的に抑制します。
工具寿命の延長と高精度な加工を実現します。
作業性
加工機上でヘッド交換可能
BT,HSK一体型の為、ヘッド交換は加工機上で交換することが可能です。
用途
自動車部品 / 等速ジョイント(Constant Velocity Joint 略称:CVJ)

等速ジョイント(Constant Velocity Joint 略称:CVJ)
三菱マテリアルトレーディングの工具は剛性が非常に高い為、高精度な加工が可能です。
等速ジョイントのアウターレースやインナーレースのボール溝など、複雑形状かつ高精度仕上がりが求められる加工には最適です。
また加工機上でヘッド交換ができる為、サイクルタイムの短縮にも貢献します。
金型

金型
金型は製品の形状を決定する極めて重要な部品です。
寸法精度や形状精度が確保するには、剛性の高い工具を使用することが不可欠です。
製品仕様・概要
粗加工
超硬ロー付けヘッドのラインナップがあります。
仕上げ加工
CBNロー付けヘッドのラインナップがあります。
締結方法
スクリュー式↑
圧入式↑
スクリュー式
・粗加工用,仕上げ加工用にラインナップ有 ・加工機上で交換が可能 ・高剛性仕様に設計 ・内部給油
圧入式
・粗加工用,仕上げ加工用にラインナップ有 ・内部給油
刃形状

フルR刃型↑
ラジアス刃型↑
フルR刃型
・粗加工用,仕上げ加工用にラインナップ有 ・鋭角がない為、刃先の摩耗が均一 ・仕上がり面が良好
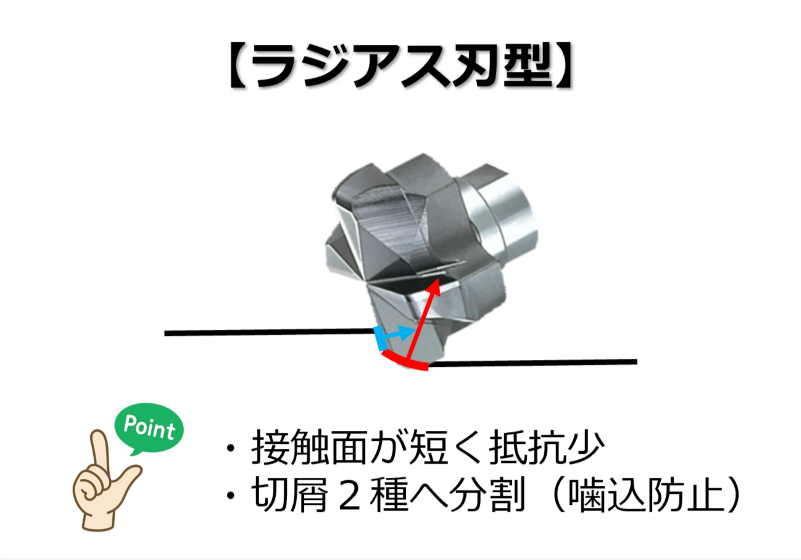
ラジアス刃型
・粗加工用にラインナップ有 ・切削面が短く抵抗は少ない ・切屑が2種類に分割される(切り屑の噛み込み防止)
製造可能形状
粗加工用工具
【形状】2枚刃、4枚刃、ネジレ 【寸法】φ10~35 【コーティング】ALCrN、TiSiN等 ※再コーティングも可能 【再研磨】3回程度
仕上げ加工
【形状】2枚刃、4枚刃 【寸法】φ10~28 【再研磨】可能
用語
- ヘッド交換式
- 工具の先端(ヘッド)部分だけを取り外して交換できる構造。摩耗した後も工具の先端だけ交換すればよいので、コスト低減に貢献します。
- 突出し
- 工具の先端からツールホルダーの取り付け部分までの長さ。加工の安定性、精度に大きく影響をします。
当社工具の様に突出しが短い方が工具のたわみを低減でき、安定した加工ができます。
- 高剛性
- 外から力が加わっても変形しにくい性質。工具のたたわみや振動を抑えて、加工精度が高く、安定した加工をします。
多面拘束
シャンクを多面でしっかり押さえて、工具を強固に固定する方法。回転やズレを防ぐ取り付けることで、高剛性・高精度な加工が可能になります。
内部給油
切削工具の内部に冷却液や切削油を通し、刃先(切削部)に直接噴射する給油方式。冷却・潤滑・切りくず排出の効果が高く、加工精度や工具寿命が向上します。
BT、HSK
BTは汎用的で広く使われるホルダー規格、HSKは高精度・高速加工向けの高性能ホルダー規格。
等速ジョイント
略称:CVJ(Constant Velocity Joint)。自動車の駆動部分に使用されており、同じ速度で回転力を伝えるための継手です。
資料ラインナップ
スクリュー式
圧入式
- 10:00~17:00(土日祝、当社休日は除く)
